土岐ダイナパック株式会社は、段ボール・一般紙器・軟包装材を扱うダイナパック・グループの中で、一般紙器製造を担う。刷版・印刷・加工・アソート・配送まで一貫した生産体制を強みとし、本社を構える中部に加え、関東や関西からの依頼も多い。内製化の強化を進める中、製造時のロス低減と生産量向上を目的に2024年1月、リスロンG40アドバンス(菊全判7色オフセット枚葉印刷機)を導入した。背景や効果、今後の展望などについて、福村仁志社長、生産部生産第一課課長の吉田和功氏、生産部生産第一課オペレーターの塩崎翔大氏と森光太朗氏にお聞きした。
アソート事業を軸に内製化の強化を図り順調に収益性を向上
土岐ダイナパック㈱は一般紙器製造に加えて、製造したパッケージに顧客から預かった製品を詰めて配送する 「アソート事業」 を強みとしている。福村社長は、同事業の価値について 「当社にご依頼いただければ、パッケージ印刷、箱詰め、軟包装や段ボールの手配まで、全て当社で賄えるので、お客様の負担がなくなります。また、パッケージ製造とアソート作業を同じ敷地内の管理された体制で行うため、異物混入も防止できます」 と説明する。
同社はコロナ禍を機に顧客ポートフォリオを見直し、事業継続性の観点から取り引き業種の幅を広げた。さらに内製生産量を拡大するため、ボトルネックとなっている工程の設備投資を進めた。福村社長は 「協力会社への外注を減らし、社内に取り込むことによって、利益を確保できるように内製化の強化を図っています。社員が働きがいを感じ、生産量が上がったことで、順調に収益性を高めています」 と話す。
印刷テスト比較で選んだリスロンG40アドバンス
内製化の強化を進める上で、印刷部門の生産力向上が重要な鍵となった。老朽化した既設機と入れ替える新設機選びのポイントは、生産効率および印刷スピートの向上と印刷品質の安定だった。選定の際には、他メーカーと共に同条件の印刷テストを行った。テスト結果では、特に品質や印刷精度、歩留りなどで優位性が認められたことが決め手となり、リスロンG40アドバンスが選定された。「同じ絵柄・用紙を使い、色が安定するまでの損紙枚数や250枚ごとの色の変化、バラつきなどを確認しました。その結果、リスロンG40アドバンスが、安定性に優れていることが分かり導入しました」 と福村社長。さらに吉田課長は 「印刷で最もコントロールの難しい、湿し水の調整が常に安定していて、いろいろなバリエーションの刷り物が精度高く刷れたことを高く評価しました」 と語る。
今回、四六全判機から菊全判機へのダウンサイジングを行うとともに、6色機から7色機へと色数を増やした。福村社長はその理由について 「導入前の調査では、多品種・小ロットのニーズが高く、B全以下の仕事が多かったことから、菊全機でも十分に対応できると判断しました。ダウンサイジングによって、省エネルギー量は設定していた目標値に対して111%を達成しました 。また、7色機にすることにより未使用ユニットで事前に特色準備できるなど、切り替え時間を短縮できると考えました。加えて、ヒッキー防止のため、紙粉除去にも活用しており、品質維持に役立っています」 と明かした。
右:「側面を触っても凹凸を感じないくらいきれいに揃って排紙されます。後工程の担当者から、紙揃えについての注文がなくなりました」(塩崎氏)
左:「一つの画面でほぼ全ての操作ができるため、歩きまわらなくても機械が印刷をしてくれます。画面の表示もすごく見やすいです」(塩崎氏)
生産力向上の鍵となる新機能
新台の導入から半年が経過し、生産量は1. 5倍程度向上している。大きく削減された準備時間がもたらした効果を伺った。吉田課長は 「版交換が全自動になったことで、大きな省力化と、準備時間の短縮につながっています」 と話す。加えて、「インキローラー重洗浄システムによって、濃色から淡色への色替え時のインキローラー洗浄回数が減っており、効果が出ています」 と、パッケージ印刷では特に多い特色の色替えを挙げた。
また同社は今回、アニロックスロールチェンジャーを導入し、ニスの盛り量を変更する際の省力化を図っている。 その効果を塩崎氏は 「アニロックスローラー交換は2人で1交換あたり30分ほどかかり、重量もあるので大変な重労働でしたが、今はスイッチ一つで、約2~3分で完了する作業に変わりました」。吉田課長も 「交換に不手際があると多額の修繕費が発生するので、作業の簡略化で精神的な負担が減りました」 と話す。
現在平均1万3000回転で稼働している。印刷スピードの向上には、デリバリー自動ノンストップの効果が大きかったという。「これまでは板入れの時だけスピードを落としていましたが、生産が落ちるだけでなく、品質にもムラが出てしまうことがありました。今はデリバリー自動ノンストップのおかげで、機械を止めることなくスピードを落とさずにパレット替えができるようになり、非常に大きな効果を感じています」 と吉田課長。
印刷品質の安定について福村社長は 「製品一つ一つの品質に非常に気を使っています。異常のあるものを絶対に流さないこと。品質検査装置は欠かせません」 と、インライン品質管理装置のPQA-Sが高い生産性を支えていることに触れる。塩崎氏も 「大ロットの仕事の際、従来の機械では途中で何度も抜き取り確認をしていました。今は、PQA-Sのカメラが読み取った濃度のデータを、画面一つで確認しています。測定したデータを印刷機へフィードバックして色調を安定させる機能もあり、かなり助かっています」 と、品質管理機能を評価する。
PQA-Sのカメラ部分。「PQA-SもKOMORI製なので、品質検査の操作も印刷と同じ操作体形で行える点は、大きなメリットです」(吉田課長)
ハード面の強化でアソート事業を強化
今後について、福村社長は 「リスロンG40アドバンスのおかげで、印刷工程の生産量は増大しました。次の段階として、後工程のハード面を強化することで生産性向上とイージーオペレーション化をさらに進めていきたいです。若い機長でもハイレベルな生産を可能にし、〝忙しいけれど働きがいのある会社〟を目指し、人材不足という課題を克服していく考えです。また、KOMORIの7色機は、特色を疑似的に再現する 『スマートカラー』 に対応しているので、適切なタイミングを見計らって挑戦したいと考えています」 と話し、「付加価値の高いパッケージ印刷とアソート事業もできる、トータルパッケージングプロバイダーとしての機能を十分に発揮し、差別化を図りながら会社を持続させていきます」 と語った。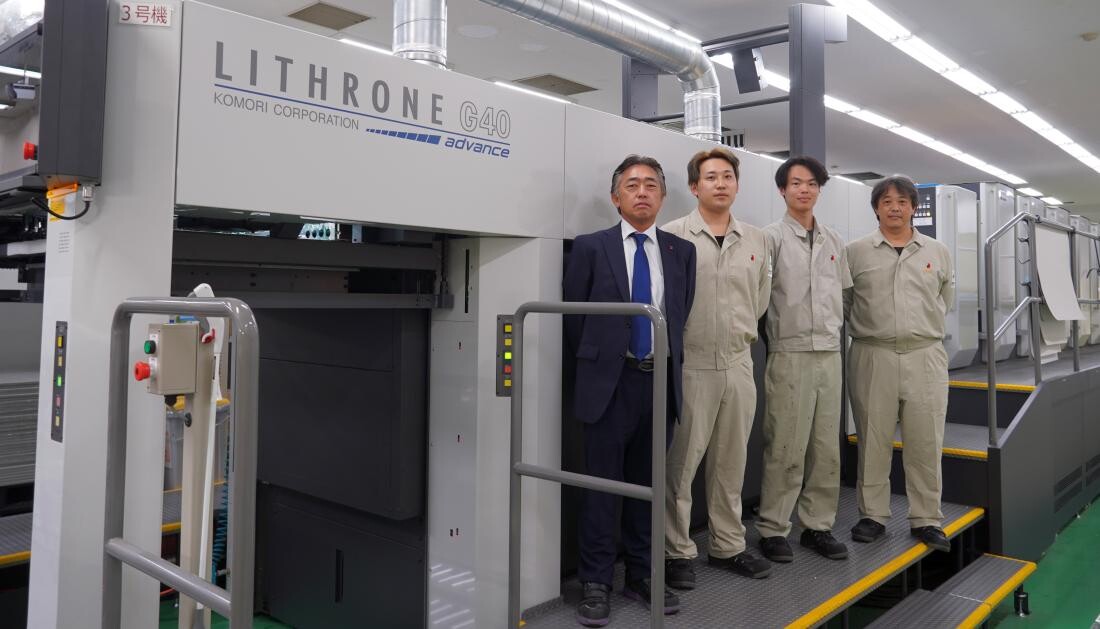
「近隣の学校の工場見学を積極的に受け入れています。なじみのあるパッケージを『実はここでつくられているんだよ』と子どもたちに見てもらうことで、印刷や当社の魅力を感じてもらいたいと思っています」(福村社長)